1.plc parameters and engineering whether the same
2. whether the communication line in accordance with the wiring diagram of the pin wiring
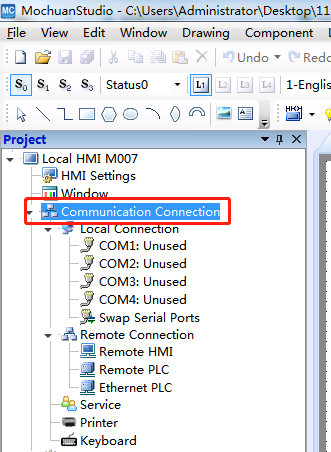
3. the project set up in the com port in the screen when connected is correct
4. parameters and line to confirm OK, in the case, to see if the plc program or the plc address problem.
Methods:
First determine the parameters.
1.use the PLC programming software to connect to the PLC test to see what the PLC parameters are, whether the parameters set in the project and test out the same.
2. online simulation: use our configuration software, using the PLC itself and the computer communication cable connected, online simulation to see if the project communication on. You can use a numerical input parts or switches, to its operation, see off the simulator and then open the online simulation after the previous operation is still in, whether the direct prompt NC. (NC and the previous operation is not written down that is not through on)
Test wiring.
Use a multimeter to test the wiring as defined by the pins in the wiring diagram.
Parameters of the Programmable Touch screen. Take a look at the parameter settings of the touch screen.
There are several parameters in here that need special attention.
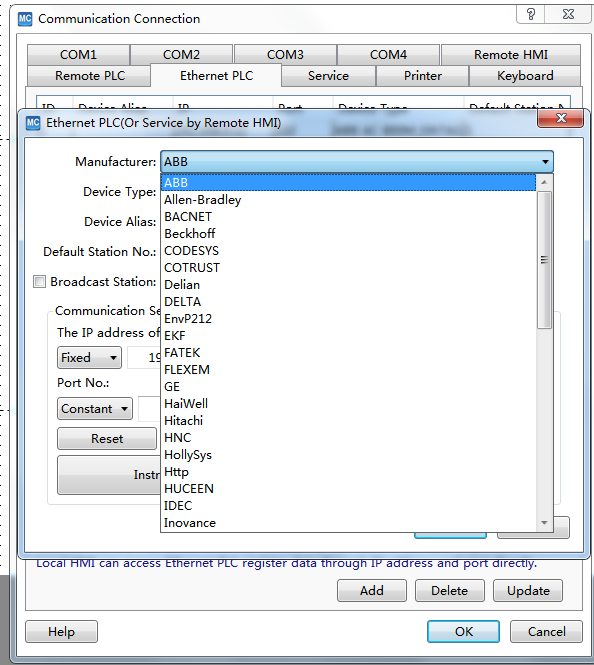
1. communication port settings --- be sure to confirm that the PLC is connected to the touch screen COM1 port or COM2 port
2. device type --- this is the most important, if the protocol is not selected correctly, the other needless to say
3. Connection --- PLC and touch screen connection, to confirm the good thing RS485, or RS232C
4. Interface parameters and PLC station number --- must be consistent with the settings inside the PLC.