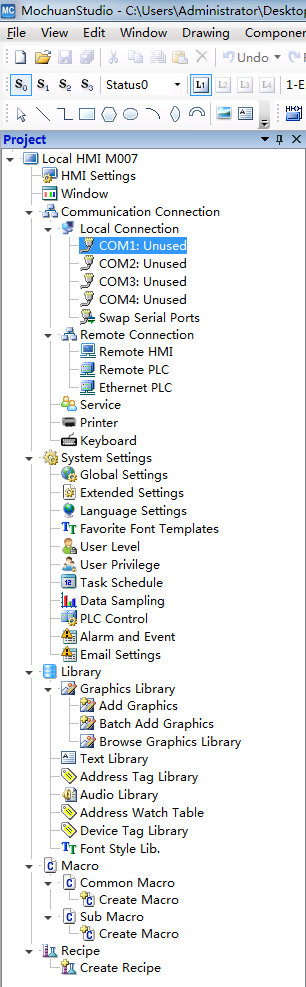
1. Communication port settings - be sure to confirm that the COM1 port or COM2 port of the PLC connected to the touch screen is clear;
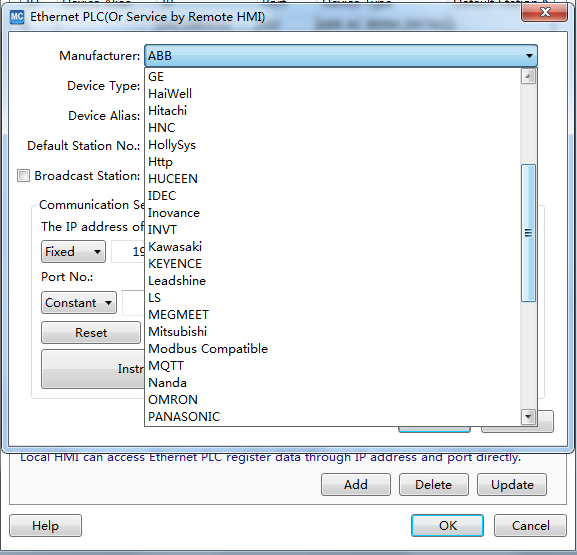
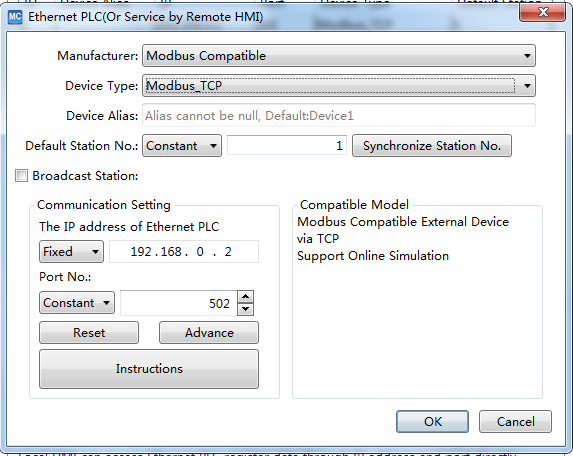
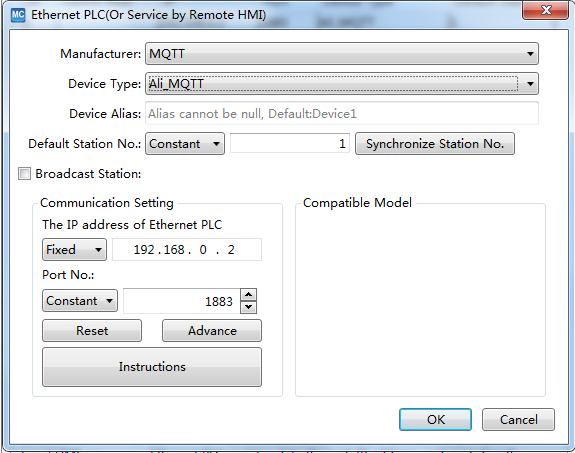
2. Device type - this is the most important. If the protocol is not selected correctly, nothing else needs to be said.
3. connection method - the connection between the PLC and the HMI operator interface, confirming whether it is RS485 or RS232C.
4. The touch panel interface parameter is the same as the PLC station number - it must be the same as the setting in the PLC.
Next, if the parameters are set to confirm, troubleshoot the wiring.
Use a multimeter to determine the test wiring according to the pins in the wiring diagram. Verify that the RS485 and RS232C wiring is correct, touch screens differ from various PLC wiring. This can be viewed by referring to Maintenance Control (help documentation for PLC and touch screen communication line connections), which is the basic method for normal troubleshooting of communication problems.
Next I show you how to bypass the touch screen problem - online simulation. When communication fails, some customers will guess that there may be a problem with the touch panel interface or a problem with the interface. Online simulation means bypassing the touch screen and using the PLC to connect directly to the computer. Using our configuration software, the communication cable from the PLC itself is connected to the computer and an online simulation is carried out to see if the project can communicate. This can be done with a numerical input element or switch to see if the operation before and after closing the simulator and opening the online simulation is still present and if it prompts a direct NC (NC and previous operations not written down are not connected).
Specific practices :
1. The PLC and the computer should be connected via RS232. Some PLCs have an RS232 interface, some do not, some can be connected to the computer via an adapter.
2. Build a new simple project. Put two components, one for the numerical display and one for the numerical input. Set the address in the address PLC.
3. The project parameters must be set in the same way as in the PLC.
4. Click on the online simulation function.
This way you can obviously check whether the PLC can communicate with the PC. If communication is possible, the problems with the PLC and the parameter settings can be eliminated.