Mochuan MV series plc GEAR1 instruction description
GEAR1
C_GEAR1 Dn Mn
/**
B[0] //Enabling electronic gear Continuously give 1 to run the whole function, give 0 to pause the function.
B[1] //Enforcement of compensation 0 to 1 jumps are compensated once (with electronic gearing enabled)
B[2] //Compensation direction 1 for forward 0 for reverse
B[3] //be 1 to enable the virtual spindle 1 to start the virtual axis, 0 to have the actual encoder value passed to DW[10]
B[4] (Monitor) //Compensation execution flag bit
B[5] (monitor)//here a warning
B[6] //0 to 1 jump, given position clear 0.
B[7] //Mode selection 0 for no acceleration/deceleration mode, 1 for electronic gear acceleration/deceleration stop start
B[8] //Start signal for deceleration stop in mode 1, rising edge active
B[9] //In mode 1, the start signal to start the chase synchronisation is active on the rising edge
B[10] (monitor)//In mode 1, this bit is 1 during the deceleration stop, the rest is 0 B[11] (monitor)//In mode 1, this bit is 0 during the deceleration stop and 1 when finished
B[12] (monitor)//In mode 1, this bit is 1 during the synchronization chase, the rest is 0 B[13] (monitor)//In mode 1, this bit is 0 during the synchronization chase and 1 when finished
_______________________________________________________________________________
FW[0] //Set cycle time(ms) float type
FW[2] //Setting up electronic gear molecules float type
FW[4] // Setting the electronic gear denominator float type
FW[6] //Number of pulses travelled by the spindle during compensation float type Fill in as required
FW[8] //Number of compensation pulses float type Fill in as required
DW[10] //Incoming spindle position int type
FW[12] //Setting the virtual spindle speed float type
DW[14] (monitor)//Spindle position Pulses int type
DW[16] (monitor)//Given position int type
FW[18] (monitor)//Theoretical given speed float type
FW[20] (monitor)//Calculated spindle speed float type
FW[22] (monitor)//Compensation position value Starting from 0 each time float type
FW[24] // set KP float type
DW[26] //Incoming actual from axis position int type
FW[28] //Set maximum compensation speed float type
FW[30] (monitor)//Real-time error float type
FW[32] (monitor)//Real-time compensation speed float type
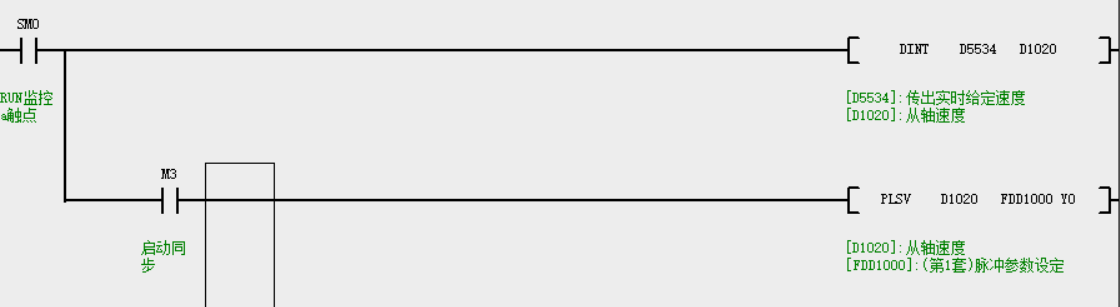
FW[34] //Transmits a real time given speed float type
FW[36] //Stopping distance for deceleration stop in mode 1, where the deceleration distance from the shaft is set float type
FW[38] //Distance consumed by the spindle during synchronisation chasing in mode 1 float type
FW[40] //In mode 1, the distance to be travelled from the axis during the synchronisation chase float type
FW[42] //The small value of V1 calculated by monitoring the second state of the chase synchronization in mode 1 float type
FW[44] //The large value of V1 calculated by monitoring the second state of the chase synchronization in mode 1 float type
FW[46] //Monitoring of VO values for chase synchronisation in mode 1
float type
FW[48] //In mode 1, monitor which processing branch the acceleration and deceleration is in int type
FW[50] //In mode 1, the spindle position is monitored
float type
FW[52] //In mode 1, the distance to be travelled from the axis during the synchronisation chase float type
DW[60] //Electronic gear generation for a given position
int type
FW[62] //The given speed generated by the electronic gear, i.e. 6034 without compensation float type
FW[70] //Setting up compensated electronic gear molecules float type
FW[72] //Outputs only the given speed generated by the D5502/D5504 electronic gear, as opposed to the D5562.
D5562 is the given speed generated by (D5502+D5570)/D5504 float type
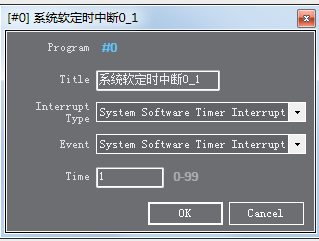
1. This instruction needs to be in the system soft component interrupt, and the instruction execution period needs to be the same as the parameter in the external FW[0].
M3 can start this command
2. The B[0], B[3] and B[7] parameters need to be set when setting the bit parameters
B[0] //Enabling electronic gearing Continuously given 1 to run the entire function, given 0 to suspend the function.
B[3] //be 1 to enable the virtual spindle 1 to start the virtual axis, 0 to pass the actual encoder value to DW[10]
B[7] //Mode selection 0 for no acceleration/deceleration mode, 1 for electronic gear acceleration/deceleration stop-start mode.
The second, remaining B[1]: triggering B[1] during the instruction run can be compensated once. (The direction of compensation is determined by the parameters in B[2])
B[1] //Execution of compensation 0 to 1 jumps are compensated once (if electronic gearing is enabled)
B[2] //Compensation direction 1 for forward 0 for reverse
When the mode in B[7] is 0, the command cannot trigger acceleration synchronization and deceleration stop.
When the mode in B[7] is 1, the spindle needs to trigger B[9] for accelerated start and B[8] for decelerated stop when stopping.
B[8] //Start signal for deceleration stop in mode 1, (active on rising edge)
B[9] //In mode 1, the start signal for chase synchronisation is activated, (rising edge active)
All remaining bits are monitoring parameters
B[4] (monitor) //Compensation execution flag bit
B[5] (monitor)//Are there warnings
B[10] (monitor)//In mode 1, this bit is 1 during the deceleration stop, the rest is 0
B[11] (monitor)//In mode 1, this bit is 0 during the deceleration stop and 1 when finished
B[12] (monitor)//In mode 1, this bit is 1 during the synchronization chase, the rest is 0
B[13] (monitor)//In mode 1, this bit is 0 during the synchronization chase and 1 when finished.
3.Word parameter setting
FW[0] //Set cycle time(ms) float type
FW[2] //Setting up electronic gear molecules float type
FW[4] //Setting the electronic gear denominator float type
FW[0]The parameters in this section must be the same as those set in the soft component interrupt
FW[2] and FW[4] ratio between master and slave axes set according to actual conditions
FW[6] //Number of pulses travelled by the spindle during compensation float Type fill as required
FW[8] //Number of compensating pulses float Type fill as required
FW[6] is the number of pulses to be taken by the master axis during compensation, FW[8] is the number of pulses to be compensated by the slave axis
(The number of pulses set in FW [8] has to be compensated from the axis within the parameters set in FW [6])
DW[10] //Incoming spindle position int type
FW[12] //Setting the virtual spindle speed float type
FW[24] // set KP float type
DW[26] //Incoming actual from axis position int type
FW[28] //Set maximum compensation speed float type
DW [10] and FW [12] are the spindle position and spindle speed to be entered in real time
DW [26] is the slave axis position to be entered in real time (to ensure synchronisation of the spindle and slave axis)
FW[24] is the ratio of acceleration to deceleration
FW[28] sets the maximum compensation speed (a compensation speed greater than the maximum compensation speed will set B[5] in the command to on)
FW[34] //Transmits a real time given speed float type
FW[36] //Stopping distance from axis at deceleration stop in mode 1, float type
FW[38] //Distance consumed by the spindle during the synchronization chase in mode 1 float
FW[40] //In mode 1, the distance to be travelled from the axis during the synchronization chase float
FW[34] is the slave axis speed given by the command (written into the slave axis by means of the PLSV command)
FW[36] is the distance required to decelerate from the shaft to 0 at deceleration stop
FW[38] and FW[38] are the number of pulses to be taken by the master and slave axes respectively when chasing synchronisation
FW[70] //Setting up compensated electronic gear molecules float type
If required, the electronic gear ratio can also be compensated FW [70] directly to the electronic gear ratio numerator